.png)
.png)
.png)
.png)
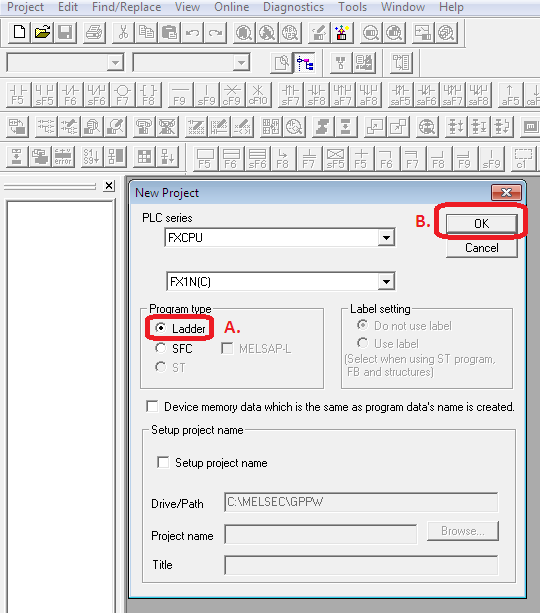
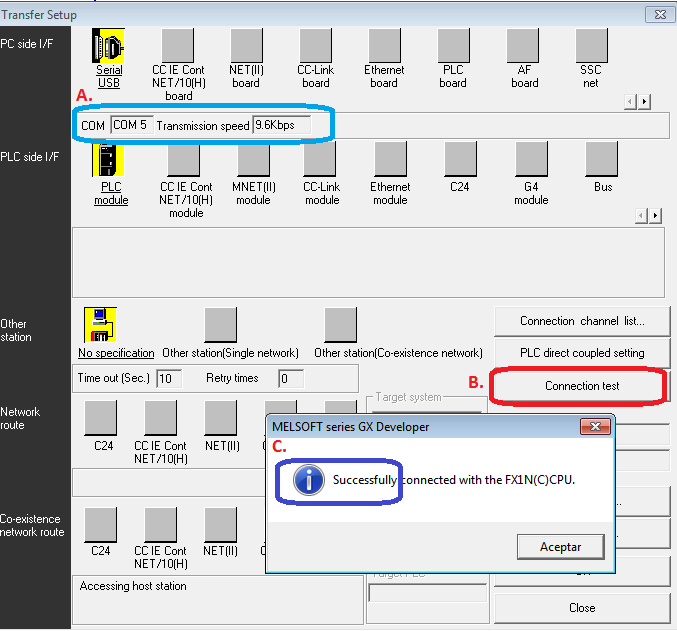
El presente tutorial tiene como objetivo la instalación del software para la programación de los PLC de la marca...
Categorías de blogs
Buscar en blog
Últimas entradas del blog
-
.png "Instalación del software xinje XCPPro en windows 10") Instalación del software xinje XCPPro en windows 10Read more
Instalación del software xinje XCPPro en windows 10Read more -
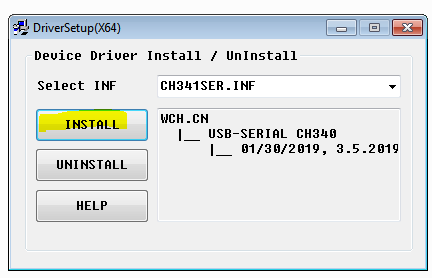
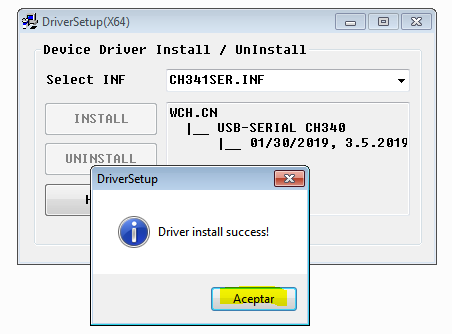
.png "Instalación del driver CH341 en windows 10") Instalación del driver CH341 en windows 10Read more
Instalación del driver CH341 en windows 10Read moreEl presente tutorial tiene como objetivo la instalación del driver CH341 para poder utilizar los convertidores...
-
.png "COMO INSTALAR EL SOFTWARE GX WORK2 EN WINDOWS 11") COMO INSTALAR EL SOFTWARE GX WORK2 EN WINDOWS 11Read more
COMO INSTALAR EL SOFTWARE GX WORK2 EN WINDOWS 11Read moreCOMO INSTALAR EL SOFTWARE GX WORK2 EN WINDOWS 11
-
 Instalación del software GX WORKS 2 en windows 10Read more
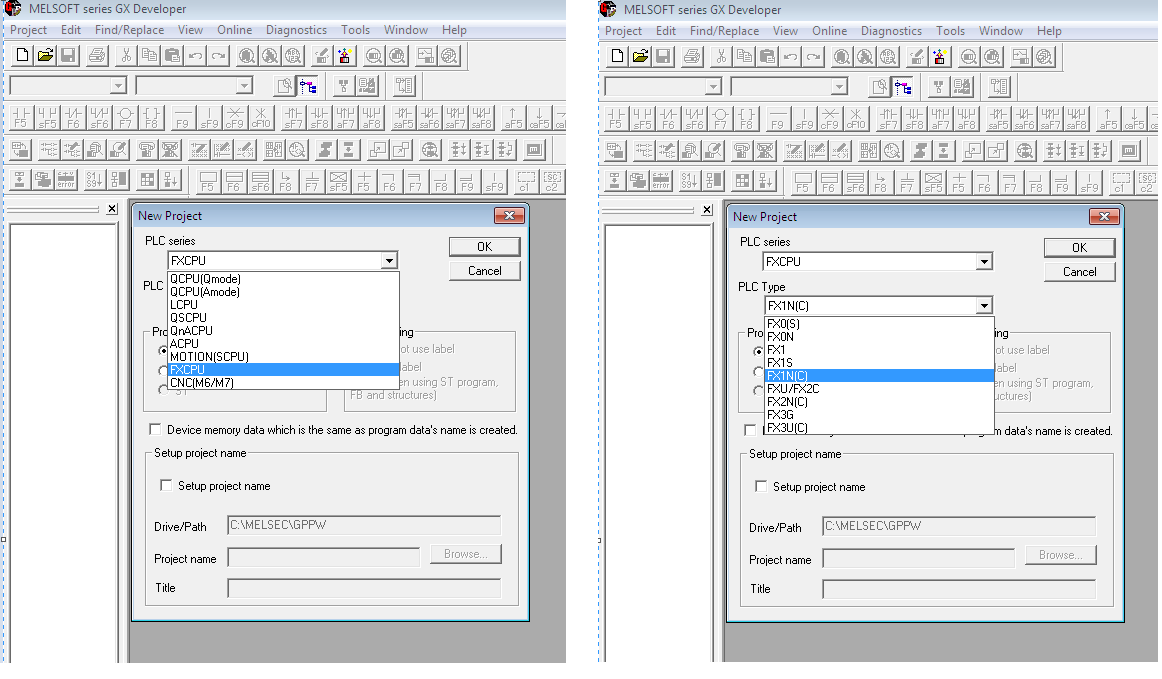
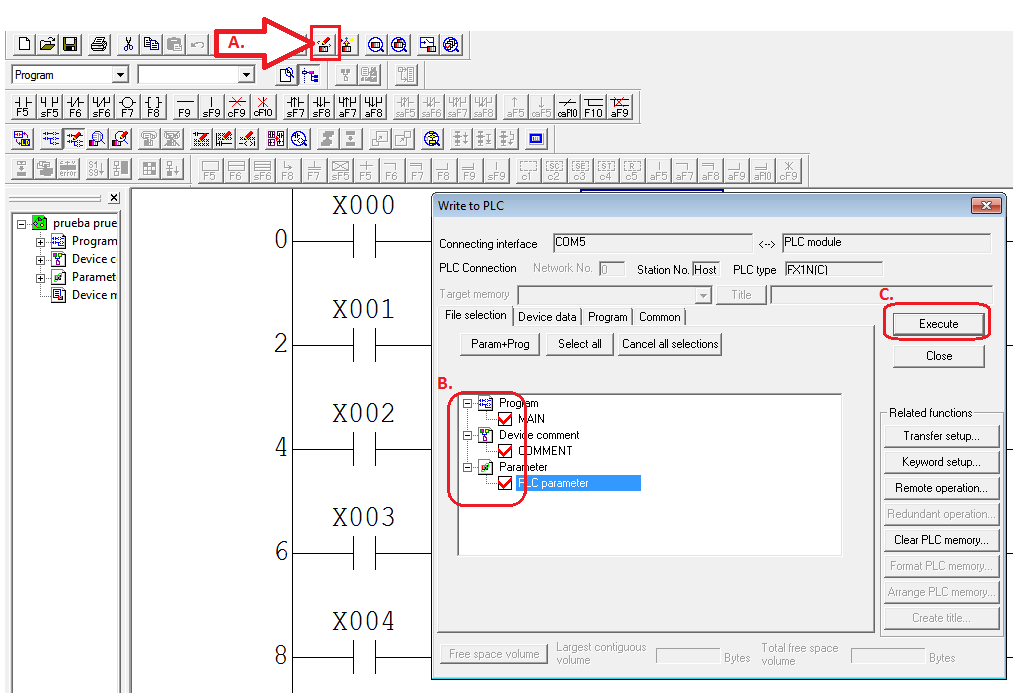
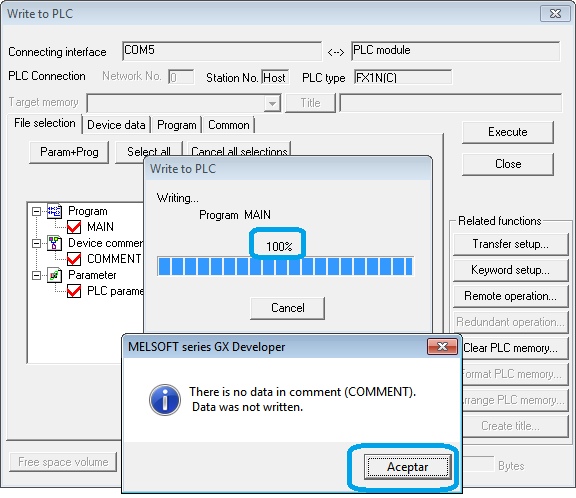
Instalación del software GX WORKS 2 en windows 10Read moreEl presente tutorial tiene como objetivo la instalación del software para la programación de las placas PLC de la...
-
 COMO INSTALAR EL SOFTWARE PARA PANTALLAS TOUCH WIN EN WINDOWS 11Read more
COMO INSTALAR EL SOFTWARE PARA PANTALLAS TOUCH WIN EN WINDOWS 11Read moreAprende a instalar y configurar parámetros en windows 11 para instalar el programa de las pantallas touch-Win.
Entradas de blog populares
-
 SIMBOLOGÍA NEUMÁTICA--MANTENIMIENTO Y MEDICIÓN----En este blog se explica los símbolos que nos encontramos generalmente en las unidades de medición o mantenimiento y...Read more
SIMBOLOGÍA NEUMÁTICA--MANTENIMIENTO Y MEDICIÓN----En este blog se explica los símbolos que nos encontramos generalmente en las unidades de medición o mantenimiento y...Read more -
 SIMBOLOGÍA NEUMÁTICA--VÁLVULAS DE BLOQUEO-FLUJO-PRESIÓN---En este blog se explica la función y los símbolos para válvulas de control y bloqueo.Read more
SIMBOLOGÍA NEUMÁTICA--VÁLVULAS DE BLOQUEO-FLUJO-PRESIÓN---En este blog se explica la función y los símbolos para válvulas de control y bloqueo.Read more -
 SIMBOLOGÍA NEUMÁTICA---TIPOS DE MANDOS O ACCIONAMIENTOS--En este blog se explica el significado de los mandos o posiciones en una válvula y como se interpretan de manera...Read more
SIMBOLOGÍA NEUMÁTICA---TIPOS DE MANDOS O ACCIONAMIENTOS--En este blog se explica el significado de los mandos o posiciones en una válvula y como se interpretan de manera...Read more -
 SIMBOLOGIA NEUMÁTICA--MECANISMOS-ACTUADORES—En este blog se explica los símbolos de los actuadores como cilindros y como se interpretan de manera sencilla.Read more
SIMBOLOGIA NEUMÁTICA--MECANISMOS-ACTUADORES—En este blog se explica los símbolos de los actuadores como cilindros y como se interpretan de manera sencilla.Read more -
 SIMBOLOGÍA NEUMÁTICA----QUE SON LAS VÍAS Y POSICIONES---En este blog se explica el significado de posiciones y vías en una válvula y como se interpretan de manera sencilla.Read more
SIMBOLOGÍA NEUMÁTICA----QUE SON LAS VÍAS Y POSICIONES---En este blog se explica el significado de posiciones y vías en una válvula y como se interpretan de manera sencilla.Read more
Entradas de blog destacadas
-
Instalación del software xinje XCPPro en windows 10El presente tutorial tiene como objetivo la instalación del software para la programación de los PLC de la marca...Read more
-
Instalación del driver CH341 en windows 10El presente tutorial tiene como objetivo la instalación del driver CH341 para poder utilizar los convertidores...Read more
-
COMO INSTALAR EL SOFTWARE GX WORK2 EN WINDOWS 11COMO INSTALAR EL SOFTWARE GX WORK2 EN WINDOWS 11Read more
-
Instalación del software GX WORKS 2 en windows 10El presente tutorial tiene como objetivo la instalación del software para la programación de las placas PLC de la...Read more
-
COMO INSTALAR EL SOFTWARE PARA PANTALLAS TOUCH WIN EN WINDOWS 11Aprende a instalar y configurar parámetros en windows 11 para instalar el programa de las pantallas touch-Win.Read more
Etiquetas de blog
Galería de fotos
-

PLC-Xinje-xc3-48r-e






















Los mejores autores